Il giunto adesivo
Le prestazioni a lungo termine di un giunto adesivo dipendono dalle proprietà dell’adesivo e dei materiali da unire. L’adesivo può essere influenzato da temperature elevate o dall’esposizione all’acqua o a sostanze chimiche. La durata del giunto dipenderà anche dagli effetti di questi agenti sui substrati da unire. Soprattutto, dipenderà dalle condizioni delle superfici del giunto al momento della realizzazione dell’incollaggio. I giunti migliori si ottengono quando le superfici sono assolutamente pulite e completamente bagnate dall’adesivo.
Il controllo delle superfici
La durata dei giunti incollati (togli) richiede il controllo del pretrattamento delle superfici. Una cattiva condizione della superficie comporta di solito una resistenza iniziale relativamente bassa e una durata ridotta. Una linea di incollaggio spessa determina una resistenza iniziale inferiore (Figura 4). Con la maggior parte dei tipi di adesivi reattivi, l’applicazione di calore per completare il processo di indurimento migliora sia la resistenza iniziale che la durata. L’utente dovrà valutare il livello di controllo richiesto per questi fattori al fine di produrre un giunto incollato adatto alle condizioni di servizio previste. Per molte applicazioni, una durata sufficiente si ottiene con livelli facilmente raggiungibili di pretrattamento della superficie, controllo dello spessore della linea di adesione e monitoraggio del programma di polimerizzazione.
Lo spessore della giunzione
La resistenza al taglio diminuisce se la linea di giunzione è troppo spessa. Il diagramma (Figura 4) mostra l’effetto dell’aumento dello spessore della linea di giunzione in giunti semplici realizzati con adesivi epossidici polimerizzati. Lo spessore ottimale della linea di giunzione è compreso tra 0,1 e 0,5 mm. In caso di linee di adesione molto sottili c’è il rischio di un riempimento incompleto del giunto a causa del contatto tra i punti alti delle superfici del giunto. I giunti incollati (leva) possono dover resistere a carichi sostenuti, statici o ciclici. I progetti di giunti in cui le sollecitazioni di pelatura sono ridotte al minimo, offrono la migliore durata. Le prove di fatica ciclica di semplici giunti a taglio di giunzioni a taglio semplici realizzate con adesivi epossidici spesso danno valori di rottura valori di cedimento pari a circa il 30% del carico di rottura statico (Figura 5).
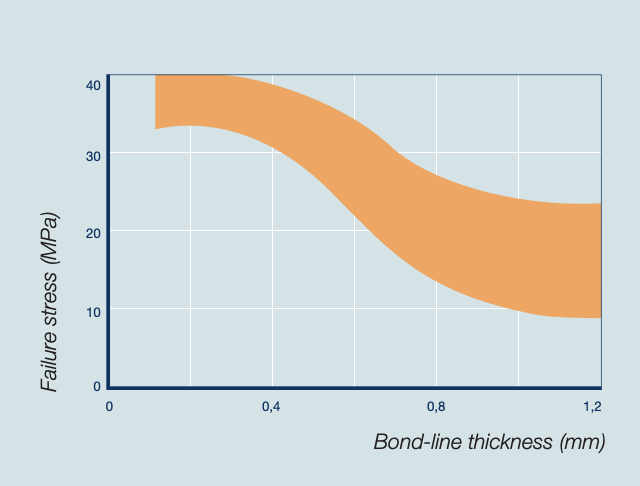
FIG.4 SPESSORE DELLA LINEA DI LEGAME RISPETTO ALLA FORZA DI TAGLIO
La forza adesiva all’interfaccia è per sua natura maggiore della forza coesiva all’interno dell’adesivo. Il diagramma mostra che in questo adesivo il calo di resistenza si verifica nell’intervallo tra 0,4 e 1,0 mm. In spessori superiori a 1,0 mm, la resistenza al taglio è approssimativamente costante. La forma esatta della curva dipende dalle caratteristiche dell’adesivo. Gli adesivi induriti manterranno valori più elevati nelle linee di incollaggio più spesse, mentre gli adesivi più rigidi diminuiranno più rapidamente.
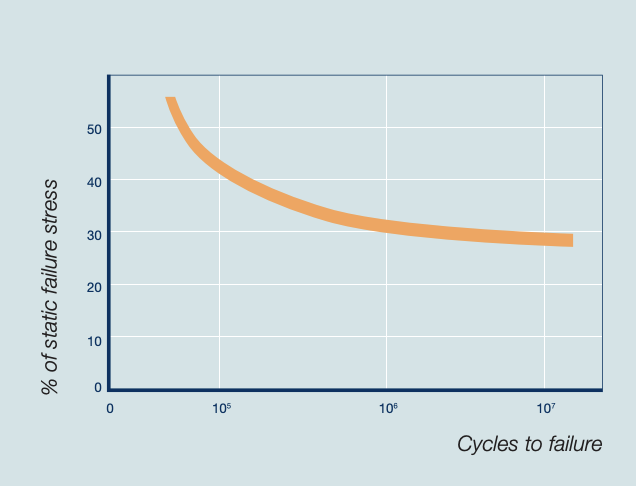
FIG.5 RESISTENZA A FATICA (TRAZIONE) DI GIUNTI A LAP
Gli adesivi sono spesso utilizzati in applicazioni in cui sono soggetti a sollecitazioni dinamiche e statiche. Piccoli carichi ripetuti possono portare a cricche da fatica. Nel corso di molti cicli di carico, queste cricche possono propagarsi e portare alla rottura del giunto. Per determinare la resistenza alla fatica di un giunto adesivo si può ricorrere a prove cicliche di taglio sul giro. Si applica un carico ripetuto e si registra il numero di cicli fino al cedimento. Il carico può essere variato per ottenere un quadro completo delle prestazioni a fatica.
Ricorda sempre
I tecnici Mascherpa ti daranno dei consigli di utilizzo, e ti supporteranno nei processi di validazione della tua applicazione
L’adesione è un processo speciale in quanto la sua validità non può essere valutata attraverso misurazioni finali sul prodotto o sul processo stesso, e perciò deve essere sottoposto a metodologie di pianificazione, di controllo e di qualifica.