
Lo stampaggio rotazionale, o rotostampaggio, è un metodo di produzione a bassa pressione e temperatura elevata per la fabbricazione di manufatti cavi, che non richiedono fasi successive di saldatura e montaggio.
Il processo può essere utilizzato per realizzare corpi di forme semplici (contenitori cilindrici o serbatoi) o più complesse (complementi d’arredo o componenti automobilistici) con pareti di spessore variabile tra 2 e 15 millimetri
Le moderne macchine dotate di bracci multipli, che consentono la produzione simultanea di articoli diversi e quindi di ottimizzare la produttività.
Un importante vantaggio dello stampaggio rotazionale è l’assenza di sprechi di materiale: tutta la plastica caricata nello stampo viene utilizzata per fabbricare il manufatto.
Con uno stampo progettato in modo idoneo e una manutenzione adeguata è possibile realizzare componenti complessi, difficili se non impossibili con qualsiasi altra tecnologia. Uno stampo e un controllo di processo adeguati consentono di eliminare linee di giunzione e saldature, e anche di ottenere uno spessore delle pareti più uniforme rispetto ad altre tecnologie, spessore che può essere modificato senza apportare modifiche allo stampo.

Il processo di stampaggio rotazionale
La tecnologia di stampaggio rotazionale prevede quattro fasi: caricamento dello stampo, riscaldamento dello stampo, raffreddamento dello stampo ed estrazione del pezzo.
1. Uno stampo cavo in metallo viene caricato con una quantità predefinita di materiale plastico in polvere, equivalente al peso del prodotto che si desidera ottenere.
LUBRIFICAZIONE STAMPI
Molykote® D321R spray: Rivestimento asciutto basato su bisolfuro di molibdeno per applica- zione su pinze chiusura stampi senza problemi di imbrattamento delle superfici in contatto.
Molykote P-74: Pasta per accoppiamenti priva di metalli per impieghi ad elevate temperature
Molykote Separator spray: Lubrificante siliconico indicato come agente di distacco nei punti particolarmente complessi
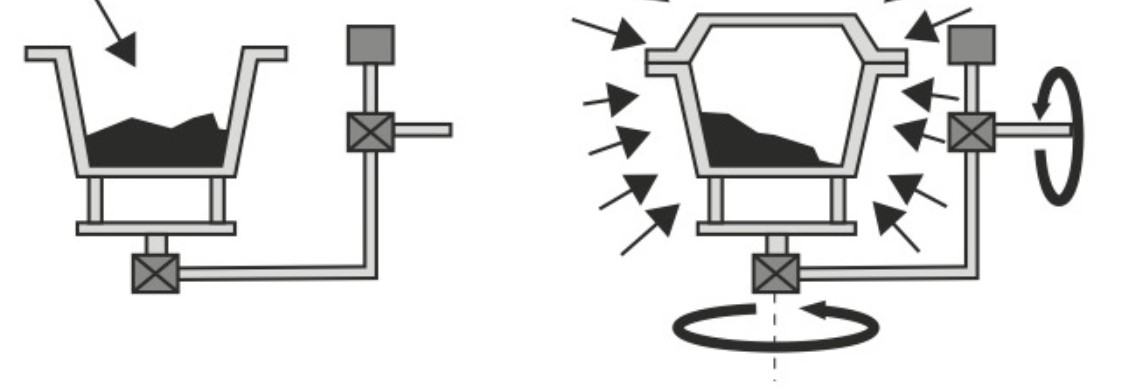
2. Lo stampo inizia a ruotare in un forno, quando viene avviata la rotazione l’intera superficie dello stampo riscaldato entra in contatto con la polvere e si riveste di fuso plastico
LUBRIFICAZIONE BRACCI
Krytox 227 CORRUGATOR: grasso speciale infusibile basato su tecnologia PFPE/PTFE per impieghi in altissime temperature (superiori a 200°C) e per intervalli di rilubrificazione molto lunghi.
Petrocanada Peerless LLG: grasso minerale speciale con addensante al solforato di calcio complesso per impieghi ad alte temperature (fino a 200°C).
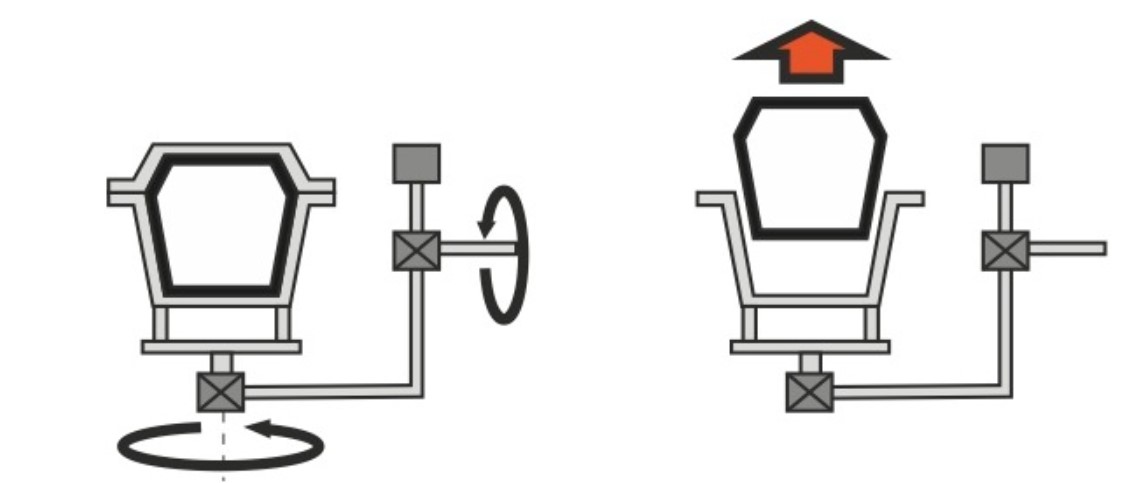
3. Lo stampo caldo viene estratto dal forno e ha inizio il ciclo di raffreddamento. Lo stampo continua a ruotare anche in questa fase, nel corso della quale viene solitamente esposto a getti d’aria ad alta velocità e, in alcuni casi, di acqua nebulizzata.
4. Una volta sufficientemente raffreddato, lo stampo può essere aperto e il manufatto rimosso (ultima fase). A questo punto, la polvere può nuovamente essere posizionata nello stampo e il ciclo ripetuto.
TraSys® di Stoner fornisce all’industria dello stampaggio rotazionale della plastica il meglio dei rivestimenti distaccanti base acquosa. Privi di alcool e solventi, questi rivestimenti soddisfano tutte le normative ambientali esistenti e previste.
- I rivestimenti TraSys® producono un rilascio costante e controllato per le massime prestazioni.
- La loro lunga durata può ridurre la necessità di irrorazioni frequenti da parte dell’operatore.
- Sono sicuri, facili da usare e funzionano con LLDPE, LDPE, MDPE, HDPE, XLPE, PP, plastisol e nylon.
- Presentano un trasferimento minimo di materiali distaccanti al prodotto stampato.Producono parti coerenti senza deformazioni o incollaggi, consentendo alla tua produzione di funzionare senza intoppi.
Trasys ™ 414: forte potere di distacco per medi o piccoli particolari
Trasys ™ 715: basso potere di distacco, perfetto per grandi superfici
Rotoflow™ Migliora la qualità e la consistenza delle parti in poliolefina e nylon.

Condizioni di lavorazione
Attraverso un controllo di processo adeguato è possibile ottenere un manufatto privo di difetti. I parametri sono la temperatura del forno, il tempo di riscaldamento e la velocità di raffreddamento, perché ciascuna di queste variabili influisce in maniera significativa sulle proprietà del prodotto finale; ma non solo, per realizzare dei prodotti in modo efficiente e sicuro è necessario utilizzare dei lubrificanti speciali e dei distaccanti studiati per questo settore e le sue criticità OMOLOGATI dai migliori costruttori di stampi e di impianti.




