

Punti chiave
- Il processo di infusione sottovuoto consente un controllo preciso di resina e compattazione del laminato.
- La qualità dello stampo e della depressione determina la riuscita dell’intero processo.
- Core materials e forature permettono l’adesione tramite “chiodi di resina”.
- Materiali di consumo, peel ply e sacco del vuoto sono determinanti per stabilità e finitura.
- Il tempo di gelificazione deve sempre superare il tempo reale di infusione.
La realizzazione di manufatti per la nautica in vetroresina, o più in generale in composito, è storicamente nata con la laminazione manuale (wet lay-up) che consiste nell’impregnare le fibre manualmente per poi stenderle sullo stampo.
Questa tecnica è ancora oggi molto usata nella cantieristica nautica sia per la realizzazione di manufatti in laminato pieno (single skin) sia per la realizzazione di manufatti in struttura a sandwich, cioè composti da due pelli di rinforzi con al centro un’anima di materiale leggero.
Si sono però andati perfezionando nel tempo dei metodi alternativi per la realizzazione di materiali compositi che prevedono una diversa metodologia di realizzazione e quindi di unione della resina ed i rinforzi.
Uno di questi è il processo di infusione.
Indice
- Cos’è il processo di infusione
- Lo stampo per il processo di infusione
- Stesura tessuti prima pelle (pelle interna)
- Stesura dei core materials nel processo di infusione
- Stesura tessuti seconda pelle (pelle esterna)
- Stesura materiali di consumo nel processo di infusione
- Diffusione della resina e configurazione dei canali
- Fissaggio del sacco del vuoto e tacky tape
- Infusione della resina e controllo del processo
- Conclusione del processo e maturazione del laminato
- Gelcoat e skin coat: funzione estetica e strutturale
- Dalla teoria alla pratica: il caso skiff Alba
- Quali sono le applicazioni del processo di infusione sottovuoto?
- Soluzioni integrate Mascherpa per i materiali compositi
Cos’è il processo di infusione
Si può definire l’infusione come una tecnica per la realizzazione di compositi che prevede la stesura delle fibre di rinforzo sullo stampo a secco, cioè senza resina, e successivamente l’apporto di resina allo stampo per depressione.
Si crea cioè all’interno dello stampo un’area a minor pressione, rispetto a quella atmosferica circostante, in grado di attrarre la resina per la quale sono state predisposti dei canali di afflusso che vanno dai serbatoi di stoccaggio della resina (fusti o altro) allo stampo.
Questa depressione, comunemente chiamata “vuoto”, si ottiene mediante la copertura dello stampo con una pellicola di materiale plastico, comunemente chiamata “sacco del vuoto”, efficacemente collegata allo stampo per evitare infiltrazioni d’aria.
Dalla zona fra il sacco del vuoto e lo stampo viene aspirata aria mediante una pompa elettromeccanica (pompa per il vuoto); dopo questo processo si otterrà l’adesione con forza del sacco del vuoto allo stampo schiacciando le fibre e creando la depressione necessaria a far affluire la resina.
Una volta che la resina inizia a defluire nello stampo deve riuscire a percorrere tutta la superficie, impregnando cioè tutte le fibre, in un tempo inferiore al tempo di catalizzazione. La resina, infatti, deve rimanere nello stato liquido durante tutto il processo di infusione per permettere la completa impregnazione di tutte le zone, solo a questo punto può iniziare il processo di catalizzazione della resina che quindi passa allo stato solido con reazione esotermica.
In generale la resina passa dai serbatoi di stoccaggio (fusti di resina) allo stampo attraverso dei tubi opportunamente dimensionati e posizionati. Una volta all’interno dello stampo però, la resina deve poter scorrere agevolmente e quindi bisogna prevedere delle modalità di diffusione della resina che variano a seconda della tipologia di infusione adottata.
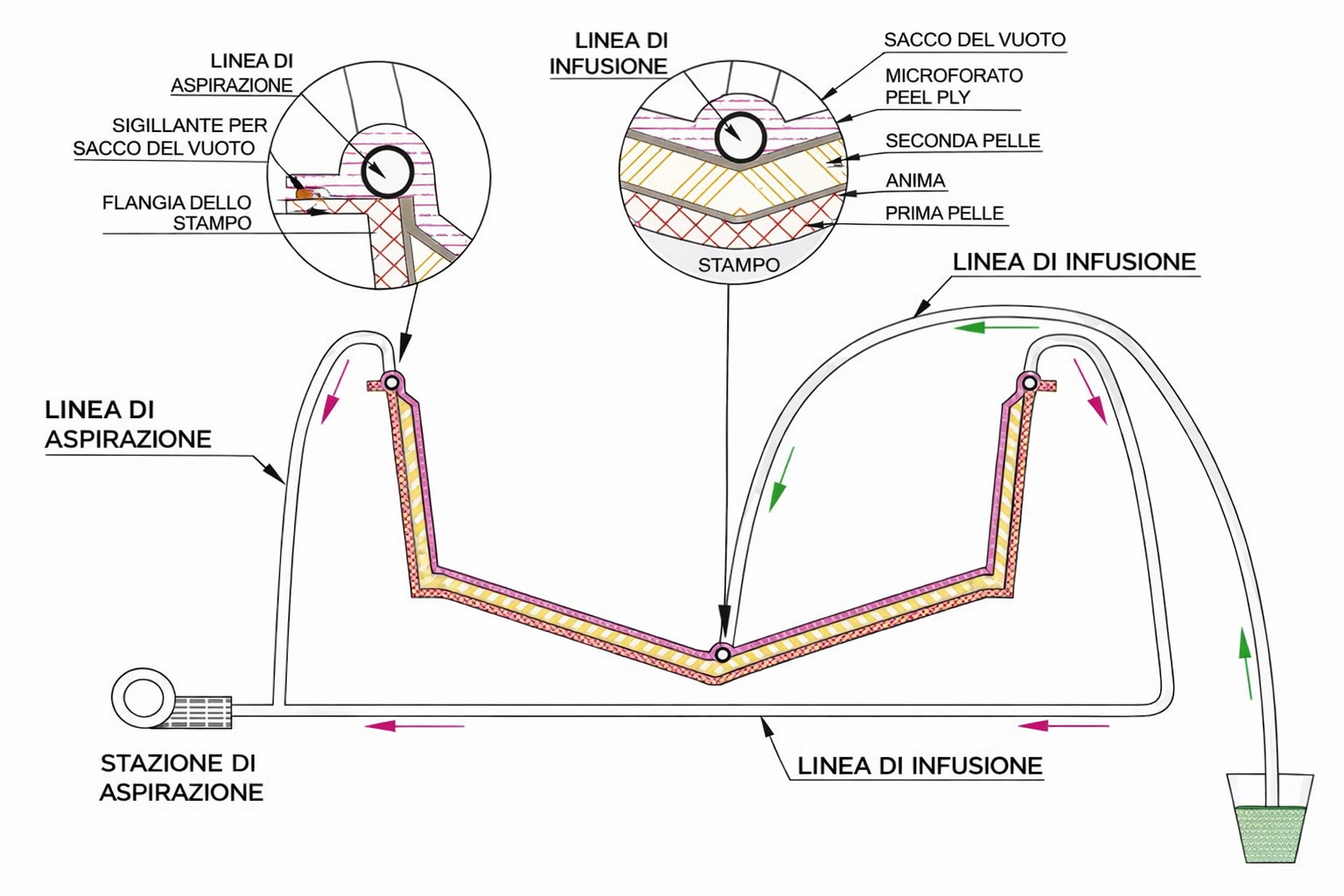
SCHEMA PROCESSO DI INFUSIONE
Lo stampo per il processo di infusione
Uno stampo adatto al processo di infusione ha delle caratteristiche particolari, quali:
- L’elevata robustezza per resistere alla depressione necessaria al deflusso della resina.
- Una flangia perimetrale dove fissare il sacco del vuoto.
- L’assenza di vie d’aria, soprattutto nel caso di stampo costituito da più parti, che renderebbe vano il tentativo di metterlo in depressione.
Sullo stampo, dopo aver depositato il distaccante, verrà depositato (a spruzzo o a pennello) il gelcoat (GC), se necessario.
Molto spesso, dopo il gelcoat, viene realizzato quello che viene definito lo SKIN COAT, una stratifica normalmente realizzata manualmente con mat (tessuti non tessuti realizzati con fili di lunghezza ridotta – 5 cm – in fibra di vetro, disposti random e compattati tramite un legante polvere o a emulsione) prima di grammatura molto bassa (200 gr), poi sempre più alta (300 e 450 gr).
Lo SKIN COAT viene realizzato per evitare che la pressione creata dal vuoto (depressione) “spinga” le fibre dei tessuti a lasciare una traccia sul gelcoat (fenomeno della Marcatura).
Stesura tessuti prima pelle (pelle interna)
Caratteristica peculiare della tecnologia di infusione è la stesura dei tessuti a secco, cioè in assenza della resina che verrà aggiunta alla fine del processo. La stesura dei tessuti è quindi particolarmente semplice in quanto:
- il loro peso è ridotto;
- si possono maneggiare facilmente;
- tagliare;
- posizionare ed eventualmente rimuovere con facilità.
È quindi possibile utilizzare tessuti con un peso a metro quadro maggiore rispetto al caso della laminazione manuale e diminuire conseguentemente il numero di strati da stendere.
Nel caso di manufatti con geometrie complesse o con zone ad elevata pendenza, va prestata estrema attenzione al fissaggio dei tessuti che una volta stesi devono essere efficacemente mantenuti in posizione per evitare che si spostino o si pieghino su se stessi.
Esistono diversi metodi per tenere in posizione i tessuti stesi a secco, il più comune è l’uso di colla spray costituita da elementi compatibili con la resina utilizzata. A questa tipologia di soluzioni appartengono i prodotti Infutac® e Saerfix® della gamma SAERTEX®.
La tecnica dell’infusione in generale è utilizzabile sia per la produzione di laminati pieni (single skin) sia per la produzione di laminati sandwich, cioè costituiti da due pelli di fibre con interposta un’anima di materiale leggero.
Va comunque ricordato che, in virtù del particolare metodo costruttivo rappresentato dal processo di infusione, lo spessore dei laminati viene notevolmente ridotto rispetto alla laminazione manuale, è bene quindi limitare l’uso del laminato pieno a zone circoscritte per evitare fenomeni di instabilità.
Stesura dei core materials nel processo di infusione
I pannelli che costituiscono l’anima, anche definiti core materials, sono formati da materiale leggero, ad esempio PVC, PET, SAERFOAM, ed in generale servono a distanziare la pelle interna da quella esterna aumentando il modulo di resistenza del laminato.
Le anime che si possono utilizzare con il metodo dell’infusione hanno delle particolarità che qui vengono brevemente elencate:
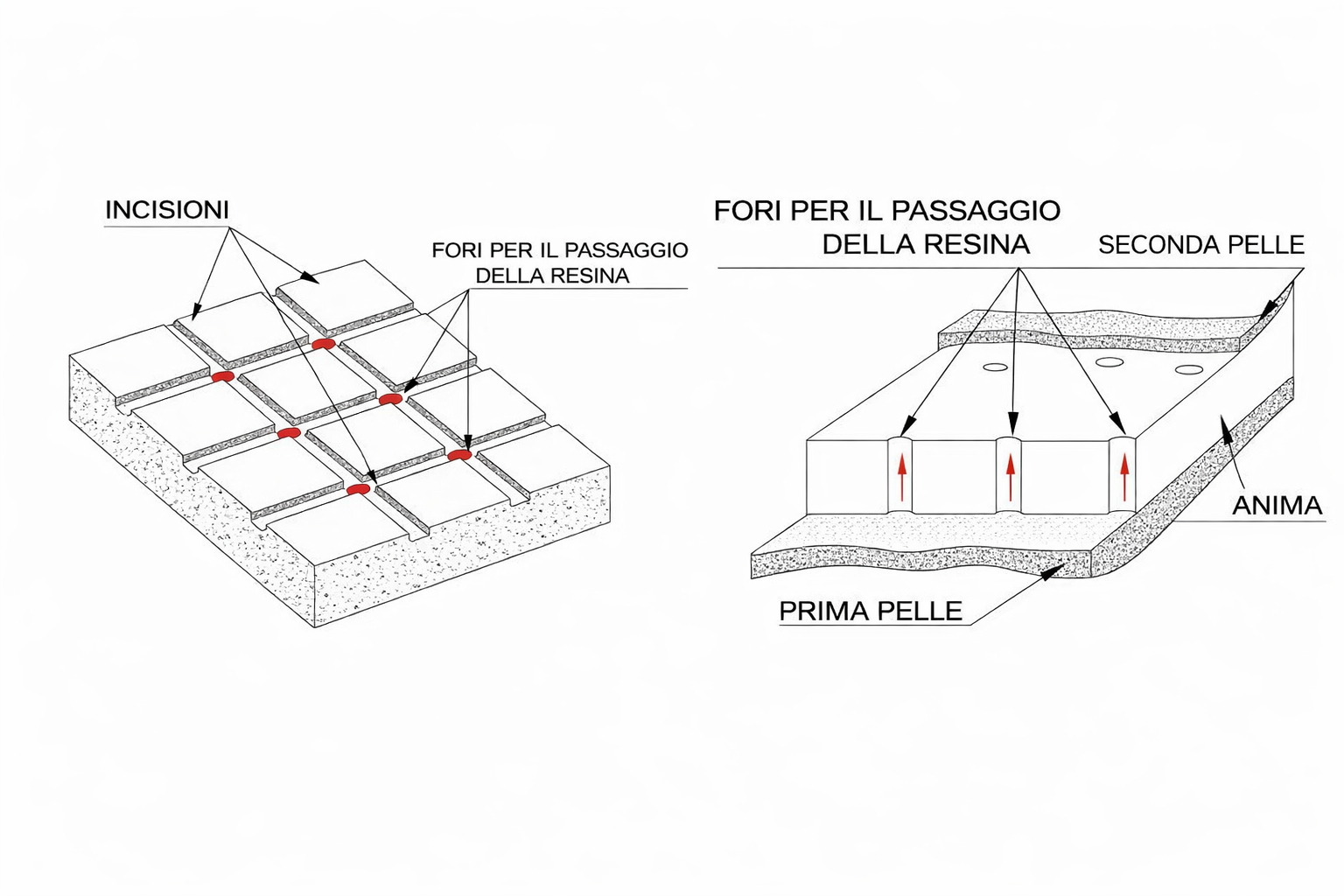
- L’anima deve permettere il deflusso della resina lungo le due facce (groovatura).
- L’anima deve permettere il passaggio della resina da una faccia all’altra (foratura).
- Nel caso di stampi particolarmente concavi o convessi occorre assicurarsi che le anime aderiscano perfettamente al laminato, eventualmente preformandole.
- I diversi pannelli che costituiscono l’anima devono essere accuratamente sagomati evitando di lasciare spazi vuoti lungo i bordi che darebbero luogo ad accumuli di resina.
- Il materiale costituente l’anima deve essere compatibile con la resina usata per scongiurare reazioni chimiche che potrebbero danneggiarla.
A differenza di altri processi, nell’infusione, l’anima non viene incollata alle pelli ma viene semplicemente appoggiata alla prima pelle e successivamente coperta dalla seconda pelle.
Durante il processo di infusione la resina attraversa l’anima (nelle forature) per impregnare entrambe le pelli. A processo ultimato, l’adesione fra anima e pelli è assicurata dai “chiodi di resina” che si vengono a formare per effetto del riempimento dei fori presenti nell’anima.
Eventuali inserti di materiali diversi dall’anima (ad esempio legno) possono essere effettuati a patto che siano di dimensioni ridotte per non presentare un punto di impedimento allo scorrimento della resina.
Stesura tessuti seconda pelle (pelle esterna)
La stesura della seconda pelle è una operazione del tutto simile a quella relativa alla pelle interna precedentemente descritta.
Bisogna quindi prestare attenzione a posizionare correttamente i tessuti e a tenerli in posizione. Va inoltre evitato il deposito di sostanze in sospensione nell’aria operando quindi in luoghi puliti e muniti degli idonei impianti di aerazione.
Nel caso di manufatti aventi grandi dimensioni, durante la stesura dei tessuti e dell’anima è importante non calpestare il materiale appena steso in quanto si potrebbero causare dei movimenti anche non immediatamente visibili.
Stesura materiali di consumo nel processo di infusione
Dopo aver completato la stesura di tutti i materiali previsti dal piano di laminazione inizia la fase di posizionamento dei materiali di consumo. Esistono diverse metodologie che differiscono per alcuni aspetti tecnici pur rimanendo comune il principio di funzionamento. In generale occorre posizionare in tutti i casi alcuni canali di aspirazione collegati ad una o più pompe del vuoto.
Questi canali di aspirazione solitamente percorrono il perimetro esterno dello stampo e poi arrivano alle pompe del vuoto; nel caso di manufatti con dimensioni modeste è anche possibile posizionare un solo canale di aspirazione su un lato, quello opposto al lato di immissione della resina, in modo da creare un preciso percorso (fronte) per la resina.
Diffusione della resina e configurazione dei canali
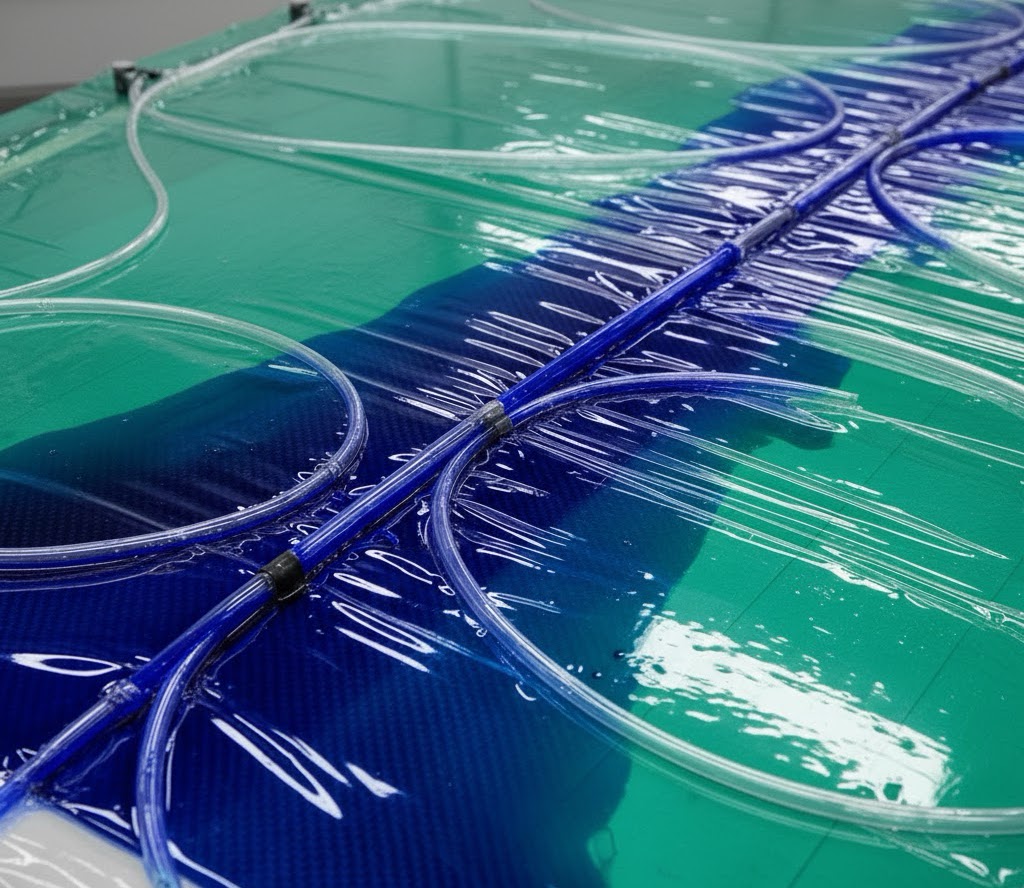
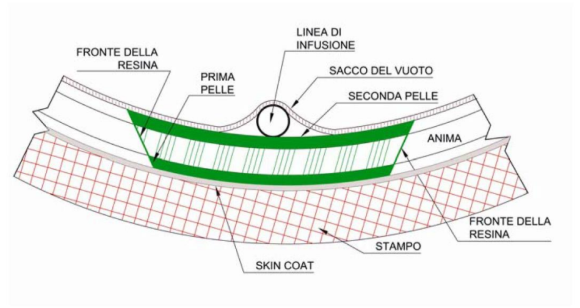
Nell’infusione i tessuti e l’anima vengono impregnati dalla resina per effetto della depressione che si viene a creare tra lo stampo e il sacco del vuoto. La resina quindi viene richiamata da questa depressione e, attraverso apposite tubazioni, passa dai fusti di resina catalizzati o dalla macchina per la miscelazione esterna allo stampo e poi scorre lungo tutta la superficie del manufatto.
Perché questo avvenga bisogna prevedere delle vie di diffusione della resina nel manufatto, i differenti processi di infusione prevedono appunto approcci diversi per la risoluzione di questo.
Se alcuni metodi prevedono che la resina scorra in canali costituiti da intagli ricavati sulla superficie dell’anima (groovature), altri metodi di infusione prevedono lo scorrimento della resina in canali non ricavati nell’anima (core material) ma previsti al di sopra della pelle esterna.
In questo caso le anime presentano solo delle forature mentre le due facce si presentano lisce e la resina scorre lungo canali distanziati a seconda della complessità della superficie e si diffonde poi grazie ad una rete a maglie larghe che viene stesa su tutto il manufatto al di sopra della seconda pelle (la rete di drenaggio).
I canali di distribuzione in generale sono costituiti da tubi spiralati realizzati con materiale plastico che al contempo consentono il deflusso della resina ed impediscono lo schiacciamento del canale e quindi l’interruzione del flusso di resina. La rete a maglie larghe (rete di drenaggio), analogamente, permette di mantenere uno spazio minimo fra il laminato ed il film per il vuoto nel quale il flusso di resina riesce a muoversi. Il SAERflow®, tessuto in fibra di vetro, è nato per svolgere questa attività.
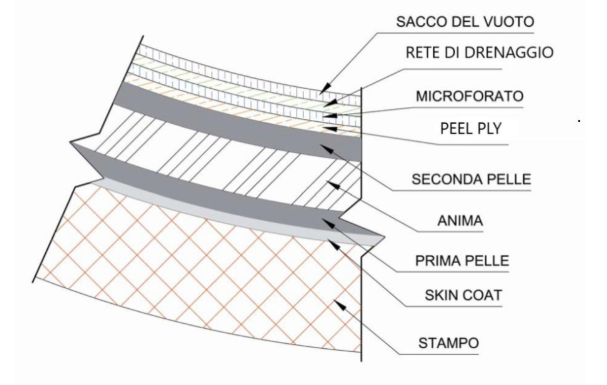
Peel ply, film microforato e sacco del vuoto
Prima della stesura della rete di drenaggio, però, viene steso il peel ply o la rete di drenaggio con l’aggiunta del film microforato; per ultimo, il sacco del vuoto.
Il peel ply è un tessuto in poliammide o poliestere che crea una barriera fra il laminato e gli strati sovrastanti impedendo alla resina di coinvolgerli. Il distacco del peel ply determina quindi anche il distacco della rete di drenaggio e del film per il vuoto.
Poiché il peel ply nasce per ottenere una superficie rugosa del laminato, per realizzare operazioni secondarie quali la verniciatura o l’incollaggio, si è cercato di evitare l’uso eccessivo di tale prodotto utilizzando solo il microforato + la rete di drenaggio.
Il microforato è uno strato di materiale plastico molto sottile uniformemente forato in grado di far passare l’aria dagli strati inferiori a quelli superiori. Essendo un prodotto distaccante, l’eliminazione della rete di drenaggio e del film per il vuoto è molto semplice.
Nelle soluzioni per il mercato industriale, Mascherpa dispone inoltre di film termoretraibili e peel ply innovativi Diatex, progettati per garantire controllo del processo, qualità superficiale e distacco affidabile durante l’infusione.
Fissaggio del sacco del vuoto e tacky tape
Ora è necessario approntare il film (o sacco) del vuoto che viene fissato efficacemente allo stampo lungo tutto il suo perimetro per mezzo di una flangia (zona tecnica) che deve essere sempre presente negli stampi utilizzati per il processo di infusione.
La superficie di contatto fra stampo e sacco del vuoto, cioè la flangia, deve essere in ottime condizioni e perfettamente pulita, in questa zona infatti il sacco del vuoto deve aderire perfettamente allo stampo evitando il passaggio di aria dall’esterno.
Il sacco del vuoto viene efficacemente fissato alla flangia dello stampo, che corre lungo tutto il suo perimetro, per mezzo di un “nastro biadesivo” in materiale butilico ad alto spessore comunemente chiamato “tacky tape”. Questo nastro è adesivo da entrambi i lati:
- un lato del nastro aderisce allo stampo;
- l’altro lato aderisce al sacco del vuoto.
L’alto spessore del nastro tacky tape e la sua lavorabilità consentono la realizzazione di una barriera contro l’ingresso di aria dall’esterno.
È importante notare che dal corretto posizionamento del tacky tape dipende la creazione della depressione necessaria alla buona riuscita del processo di infusione; deve aderire bene al sacco e alla flangia, in modo da non creare zone di “perdite” del vuoto.
Il sacco del vuoto inoltre va steso con estrema cura, evitando di calpestarlo o danneggiarlo durante il posizionamento; infatti è molto facile procurare dei minuscoli fori difficilmente visibili ma capaci di rendere vano il tentativo di creare la giusta depressione.
È importante anche usare un sacco del vuoto costituito da un unico pezzo evitando di assemblare più parti. Esistono in commercio sacchi del vuoto di grandi dimensioni adatti alla maggior parte dei manufatti.
La stesura del sacco del vuoto deve ovviamente inglobare i canali di aspirazione collegati alle pompe del vuoto, va inoltre considerato che una volta creata la depressione il sacco aderirà con forza allo stampo. Quindi è necessario prevedere un film sufficientemente grande per permetterne la completa adesione senza creare tensioni che potrebbero lacerarlo vanificando il processo.
Va però ricordato che anche eccedere in senso opposto, cioè utilizzare un sacco del vuoto molto grande, potrebbe creare degli accumuli localizzati di resina assai pericolosi. In generale la superficie del sacco del vuoto deve essere di poco superiore alla superficie sviluppata dello stampo.
Creazione e controllo del livello di depressione ottenuto
Quando anche l’operazione di posizionamento del sacco del vuoto è terminata si può accendere la pompa del vuoto collegata ai canali di aspirazione. Questa operazione va compiuta con i rubinetti di arresto del flusso di resina chiusi per evitare che l’infusione inizi prematuramente.
Quando la pompa del vuoto è in funzione l’aria presente fra il sacco del vuoto e lo stampo defluisce verso l’esterno ed il sacco si schiaccia sullo stampo. Il tempo per creare la giusta depressione varia in funzione delle dimensioni del manufatto e della potenza della pompa, per infusioni di grandi dimensioni sono alle volte necessarie più pompe che forniscono anche un elemento di sicurezza nel caso una di esse andasse in avaria durante il processo.
È bene utilizzare solo pompe del vuoto espressamente costruite per questo scopo. Il livello di depressione che si ottiene deve essere monitorato attraverso dei manometri, comunemente chiamati “vacuometri o manometri”, che devono essere piazzati in diversi punti, lontano dai canali di aspirazione.
I manometri sono costituiti da un indicatore a lancetta che si muove su una scala graduata e da una ventosa che deve essere fissata efficacemente al sacco del vuoto dopo aver realizzato un forellino. Si osserverà aumentare il livello della depressione indicato dai manometri e poi stabilizzarsi su un valore che dipende essenzialmente dalla potenza della pompa e della efficacia del sistema.
Non è possibile indicare un valore della pressione da raggiungere valido per tutti i casi ma possiamo riferirci ad un valore minimo di 0,4 bar e ottimale di 0,55 bar che è auspicabile ottenere.
Una volta raggiunto il valore di depressione massimo è necessario mantenerlo per un tempo sufficientemente lungo per assicurarsi che il sistema sia stabile, si consiglia dai 15 ai 30 minuti, durante i quali non ci devono essere significativi sbalzi di pressione. Questa operazione si può compiere attraverso degli “annusatori” o “sniffer” che sono dei microfoni in grado di percepire il sibilo che l’aria produce quando passa attraversa un foro di ridotte dimensioni.
È importante non iniziare il processo di infusione finché non si è assolutamente certi dell’efficacia della depressione ottenuta in quanto il processo di infusione non è reversibile.
Infusione della resina e controllo del processo
La fase successiva è quella dell’infusione della resina, una volta certi che le operazioni precedenti hanno avuto buon esito è possibile aprire i rubinetti di arresto lungo le linee di infusione e consentire alla resina di passare dai serbatoi di stoccaggio allo stampo.
Prima di essere infusa la resina deve essere ovviamente catalizzata per consentire di avviare il processo di indurimento. Il tempo di catalizzazione della resina dipende essenzialmente dalla temperatura a cui si trova e dal tipo di resina e di catalizzatore. Questo intervallo di tempo, dal momento in cui la resina viene unita al catalizzatore, al momento in cui passa allo stato solido è chiamato anche tempo di “gelificazione“.
Bisogna infatti considerare che il flusso di resina impiega un lasso di tempo per diffondersi su tutta la superficie da impregnare dipendente da:
- dimensioni e dalla forma del manufatto;
- dal metodo usato;
- dalla depressione raggiunta;
- dalle caratteristiche fisiche della resina;
- alla temperatura dell’aria.
È necessario essere a conoscenza di tutti questi fattori prima di poter procedere all’infusione.
Il tempo di gelificazione deve quindi essere superiore al tempo necessario per infondere tutto il manufatto prevedendo anche un opportuno fattore di sicurezza. Per ottenere un tempo di gelificazione corretto spesso si ricorre ad additivi che aumentano o diminuiscono detto tempo (acceleranti o ritardanti).
Gestione dei canali di infusione
Va anche ricordato che bisogna prevedere un quantitativo sufficiente di resina stoccato nei serbatoi per scongiurare che questa finisca a processo non ancora ultimato.
I serbatoi che contengono la resina (normalmente gli stessi fusti della resina, opportunamente catalizzata) da infondere devono essere posizionati vicino allo stampo accorciando il più possibile i percorsi.
È anche necessario bloccare efficacemente i canali di infusione per evitare che si possano muovere durante il processo e che si possano scollegare dai serbatoi aspirando aria e vanificando tutto il procedimento.
Per manufatti di grandi dimensioni solitamente si predispongono molti canali di infusione che vengono aperti in tempi diversi compatibilmente con il percorso di diffusione della resina previsto. Solitamente si prevede un percorso di infusione che parte dal centro e procede verso il perimetro per manufatti di grandi dimensioni, oppure che parte da un lato e raggiunge il lato opposto, dove è posizionata l’aspirazione, per pannelli piani di dimensioni contenute.
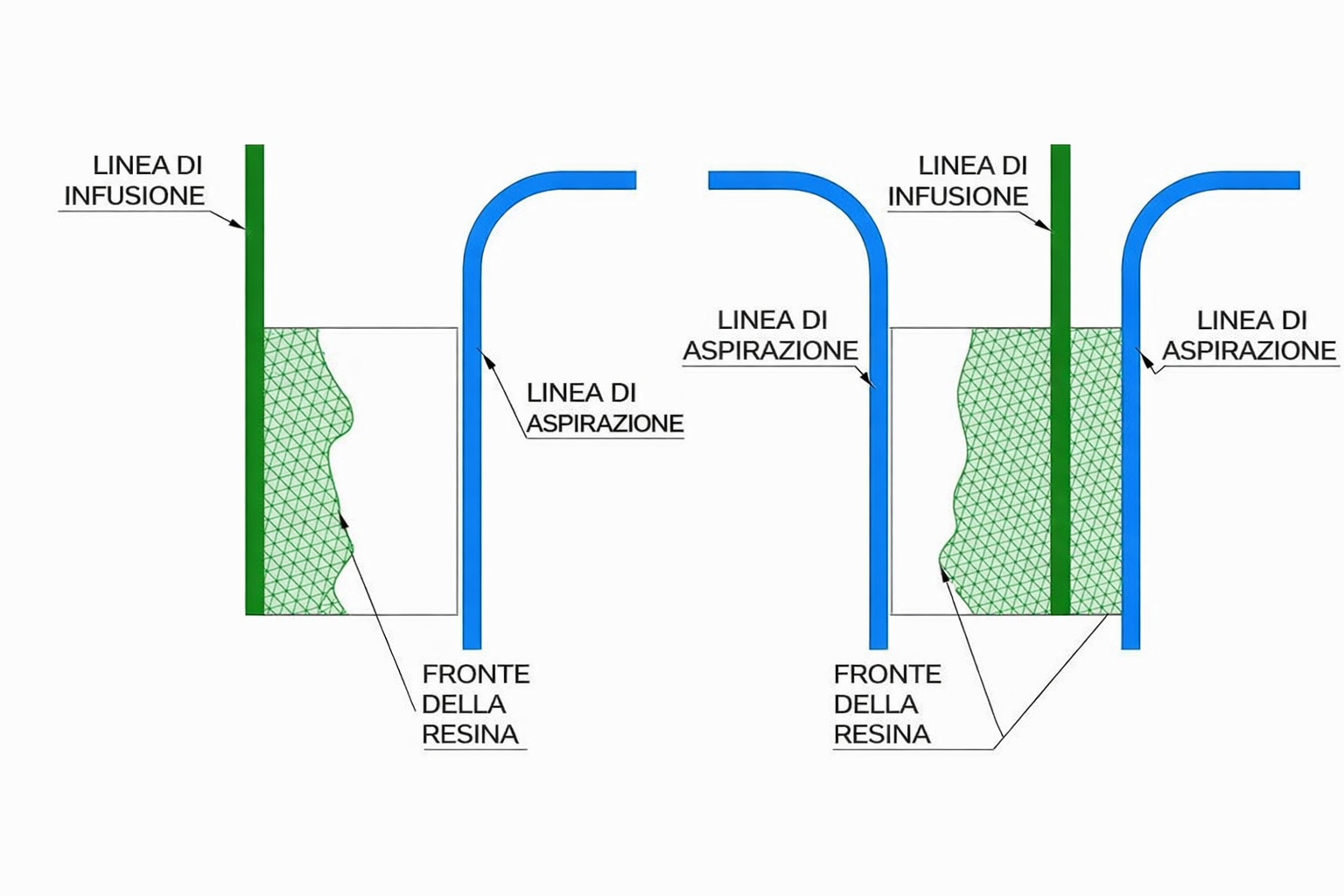
Durante il processo di infusione è importante monitorare la velocità del fronte della resina che solitamente è ben visibile al di sotto del sacco del vuoto. Per fare questo è sufficiente segnare la posizione del fronte del flusso di resina con un pennarello sul sacco del vuoto ad intervalli di tempo costanti. Va poi annotato lo spazio percorso tra una rilevazione e la successiva registrando così la variazione di velocità di infusione.
Ovviamente la velocità sarà massima all’inizio del processo di infusione e poi si ridurrà progressivamente per stabilizzarsi su un valore minimo finale. Questa decrescita è accompagnata anche da una decrescita della depressione registrata dai manometri. E’ importante assicurarsi che la velocità della resina non cali a livelli talmente bassi da necessitare di un tempo di infusione superiore a quello di gelificazione della resina.
Il processo si può considerare concluso con successo quando tutta la superficie del manufatto è stata raggiunta dalla resina, a questo punto si possono chiudere i rubinetti di arresto dei canali di infusione e successivamente la pompa del vuoto. La chiusura dei rubinetti di arresto deve precedere sempre lo spegnimento della pompa del vuoto per evitare un apporto di resina in eccesso allo stampo dovuto all’inerzia del sistema.
È anzi buona norma mantenere accesa la pompa del vuoto a rubinetti chiusi per il tempo necessario a terminare il passaggio della resina allo stato solido, questo consente la realizzazione di laminati compatti e di qualità migliore.
Conclusione del processo e maturazione del laminato
A questo punto il processo di infusione si può dire terminato, bisogna tuttavia ricordare che la resina non è completamente catalizzata, anche se è già allo stato solido, e quindi bisogna far trascorrere un lasso di tempo che varia dalle 6 alle 24 ore per poter togliere il sacco del vuoto insieme all’aeratore e al peel ply e poter vedere il laminato.

Gelcoat e skin coat: funzione estetica e strutturale
Il gelcoat è un prodotto a base di resina che si usa per creare una superficie esterna del manufatto di buona qualità e pronta per essere verniciata. Il gelcoat si stende con rullo o con pennello e, nel caso di scafi o coperte, serve anche a costituire una barriera di protezione dagli agenti esterni.
Lo skin coat è invece costituito normalmente da due strati di Mat laminati manualmente e si adotta per evitare di rendere visibili sulla superficie esterna del manufatto le sovrapposizioni dei tessuti o la loro trama, comunemente chiamate “marcature”. In particolare con il metodo dell’infusione, i tessuti sono compressi dal sacco del vuoto e quindi le “marcature” sono particolarmente evidenti, si raccomanda quindi di utilizzare uno skin coat costituito da almeno due strati di Mat 450.
Lo skin coat ha anche la funzione strutturale di dissipare eventuali urti di lieve entità in cui l’imbarcazione può incappare, le fibre del Mat non essendo stabilmente legate le une alle altre sono in grado di assorbire gli urti proteggendo la laminazione sottostante.
Quali sono le applicazioni del processo di infusione sottovuoto
L’infusione sottovuoto viene applicata in diversi settori industriali in cui è fondamentale produrre componenti in materiale composito di grandi dimensioni, leggeri e ad alta resistenza. Di seguito le principali applicazioni:
- Industria aerospaziale: l’infusione sottovuoto viene utilizzata per produrre importanti componenti strutturali come ali di aeromobili in composito, montanti e altre strutture critiche principali. Questo metodo è preferito per la sua capacità di realizzare parti leggere e ad alta capacità di carico, essenziali nelle applicazioni aerospaziali.
- Nautica: nel settore marittimo, l’infusione sottovuoto è particolarmente adatta alla produzione di grandi componenti come scafi e ponti. Il processo consente di realizzare prodotti di forma complessa con eccellenti proprietà meccaniche, rendendolo una scelta ideale per questo ambito.
- Energia eolica: il settore dell’energia eolica utilizza attivamente l’infusione sottovuoto per la produzione di pale eoliche. Questo processo garantisce una produzione di alta qualità, fondamentale poiché le pale aumentano in lunghezza e richiedono un’elevata integrità strutturale.
- Automotive: sebbene non esplicitamente menzionata nei materiali, anche l’industria automotive beneficia della tecnologia di infusione sottovuoto, che può essere impiegata per produrre componenti strutturali e pannelli che richiedono un elevato rapporto resistenza/peso.
- Applicazioni industriali: l’infusione sottovuoto viene utilizzata anche per stampare grandi parti strutturali come ponti, piattaforme ferroviarie e altri grandi componenti industriali. Il processo è apprezzato per la sua economicità e per l’elevato rapporto resistenza/peso dei componenti prodotti.
Dalla teoria alla pratica: il caso dello skiff Alba
Il processo di infusione non è solo una metodologia descritta a livello teorico, ma una tecnologia applicata concretamente in progetti reali ad alte prestazioni. Un esempio significativo è la realizzazione dello skiff Alba, sviluppato dal Revel Sailing Team nell’ambito del programma Mascherpa NEXT.
Nella costruzione di Alba, l’infusione sottovuoto ha avuto un ruolo centrale sia per garantire qualità strutturale sia per rispettare i requisiti di sostenibilità imposti dalla competizione universitaria 1001VELAcup. Mascherpa ha affiancato il team nel confronto tecnico sui materiali compositi, supportando le scelte dei ragazzi e condividendo con loro il proprio know-how.
Il progetto ha integrato in modo coerente materiali, struttura sandwich e processo di infusione:
| Prodotto | Descrizione |
| Tessuti Saertex® in fibra di lino (X-F-420 g/m²) | rinforzo principale dello scafo, scelto per drappeggiabilità e bagnabilità |
| Tessuti Saertex® in fibra di vetro (X-E-444 g/m²) | integrazione strutturale per migliorare resistenza meccanica e stabilità. |
| Tessuti Saertex® in fibra di carbonio (X-C-406 g/m²) | utilizzati nelle appendici per incrementare rigidità e ridurre il peso. |
| 3DCore® GR HX 75 in PET riciclato | materiale d’anima per la struttura sandwich, progettato per aumentare la rigidità e favorire il corretto flusso della resina. |
| Huntsman Araldite® LY 5052 MBC® | resina epossidica bio-based con bassa viscosità. |
| Adesivi strutturali Araldite® 2015-1 e Araldite® 2051 | fissaggio e assemblaggio delle componenti in materiali compositi. |
| Materiali di consumo Diatex® | controllo del flusso di resina, compattazione e qualità del laminato. |
Il risultato è uno scafo leggero e realizzato attraverso un processo di infusione controllato, in cui ogni elemento, dal rinforzo al core, dalla resina ai materiali di consumo, ha contribuito alla qualità finale.
Il progetto Alba rappresenta un’applicazione concreta di come il processo di infusione, quando supportato da una scelta consapevole dei materiali e da un confronto tecnico strutturato, possa tradursi in una soluzione reale ad alte prestazioni.


Soluzioni integrate Mascherpa per i materiali compositi
Il processo di infusione non è una semplice sequenza operativa ma un sistema integrato in cui resine, rinforzi, core materials e materiali di consumo devono lavorare in coerenza.
Mascherpa affianca progettisti e produttori nella scelta delle soluzioni più adatte, mettendo a disposizione un portafoglio completo di materiali per compositi, supporto tecnico applicativo e competenze trasversali su processi come infusione, RTM e laminazione.
L’obiettivo non è fornire un singolo prodotto, ma garantire continuità, controllo e qualità lungo tutto il ciclo produttivo dei materiali compositi.
Questa visione sarà al centro anche della presenza Mascherpa al JEC World 2026, il principale evento internazionale dedicato ai materiali compositi, occasione di confronto tecnico su processi, applicazioni e soluzioni integrate.
Per ricevere maggiori informazioni sulle soluzioni Mascherpa per compositi o ottenere il biglietto gratuito per la fiera, compila il form dedicato.



