

Key Points
- Resin Transfer Moulding Light (RTM Light) is a vacuum-assisted closed-mold process with low resin injection pressure.
- The system utilizes two vacuum levels to ensure mold closure and facilitate resin flow within the laminate.
- This technology enables the production of composite components with high surface quality and controlled resin content.
- Due to the low process pressures, the molds are simpler to manufacture and manage compared to other RTM systems.
- The process is used in sectors such as marine, aerospace, and automotive to produce lightweight, high-performance structural components.
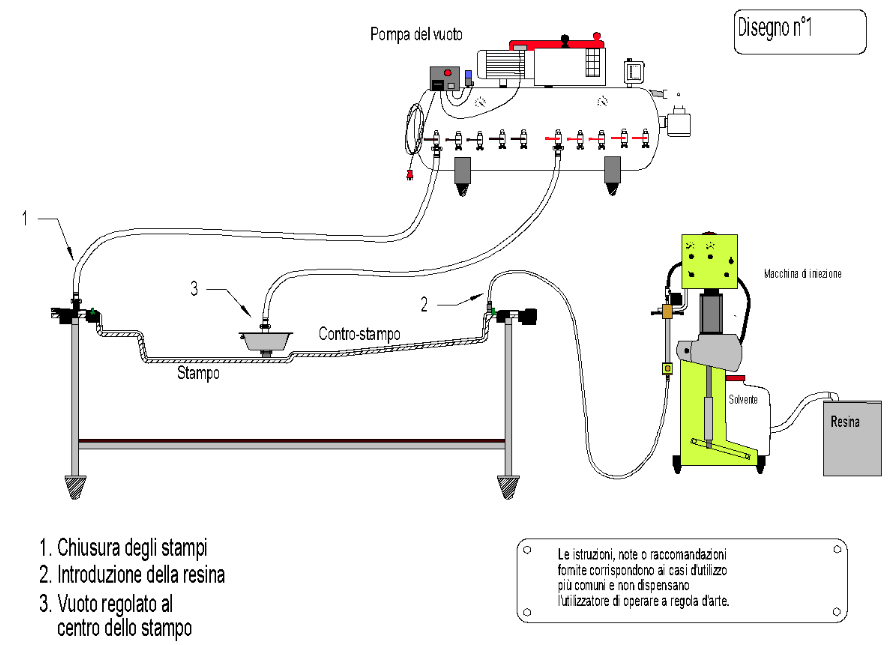
The Resin Transfer Moulding Light (RTM Light) is a closed-mold extreme conditions transfer resin (RTM) system, assisted by vacuum with low resin injection pressure (less than 1 bar).
In the RTM Light system, two vacuum levels are employed:
- vacuum #1 (maximum, -0.9 bar) to close the molds;
- vacuum #2 (-0.5 bar) to assist resin flow during injection.
Mold manufacturing is simple and fast thanks to the low injection pressures. The counter-mold is semi-rigid and its light weight facilitates maintenance.
Index
- The Mold in Resin Transfer Moulding Light
- Technical Zone Details
- Closing Procedure in Resin Transfer Moulding Light
- Mold Fabrication for the RTM Light System
- The Injector in the Resin Transfer Moulding Light System
- Vacuum Vessel
- The Suitable Vacuum Pump for Resin Transfer Moulding Light
- Accessories
- Solutions and Materials for the RTM Light Process
- Industries where RTM Light is Strategic
- SAERTEX Real-World Application Case in the Marine Sector
- RTM Light and Composite Materials: Explore Solutions at JEC World
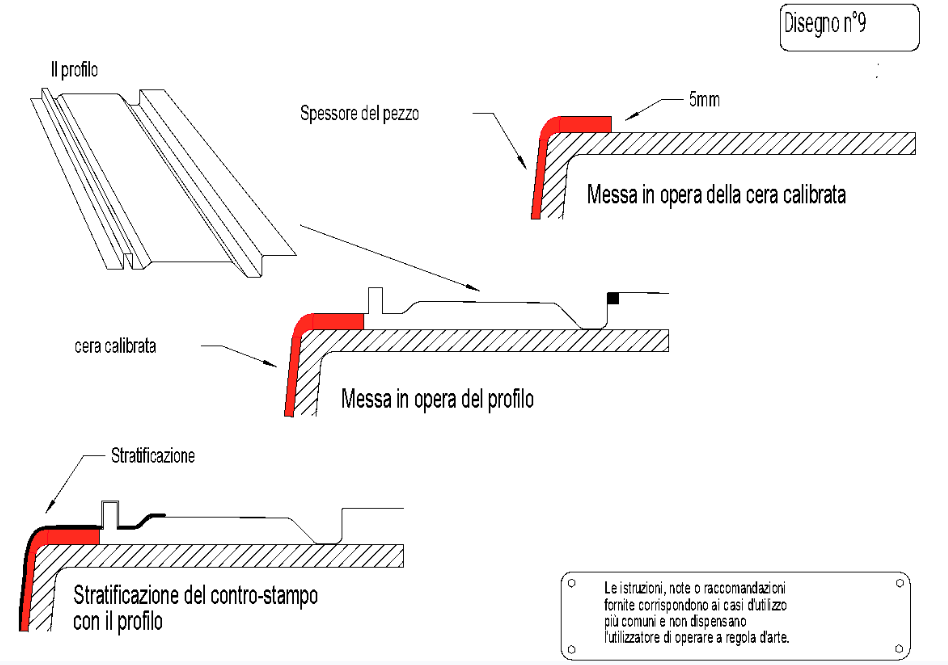
The Mold in Resin Transfer Moulding Light
The simplicity of the Resin Transfer Moulding Light system allows for an easy start to parts production without facing major investments.
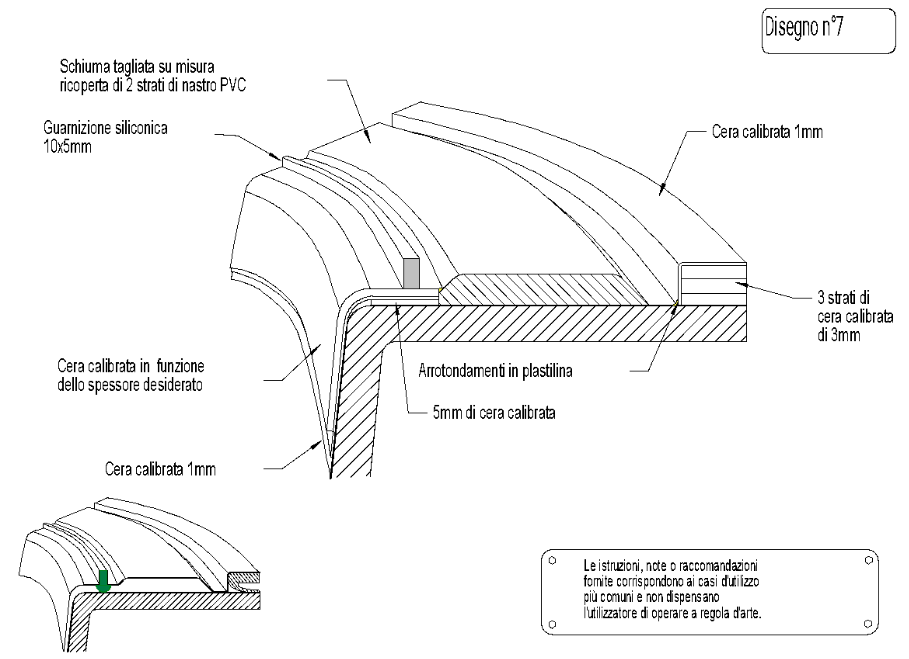
The mold is made with a sandwich core and two skins. Both the gelcoat and the resins used must have an HDT of at least 90°C. The creation of the cavity is preferably performed using calibrated wax. It is also possible to use a hand lay-up that is sanded and polished.
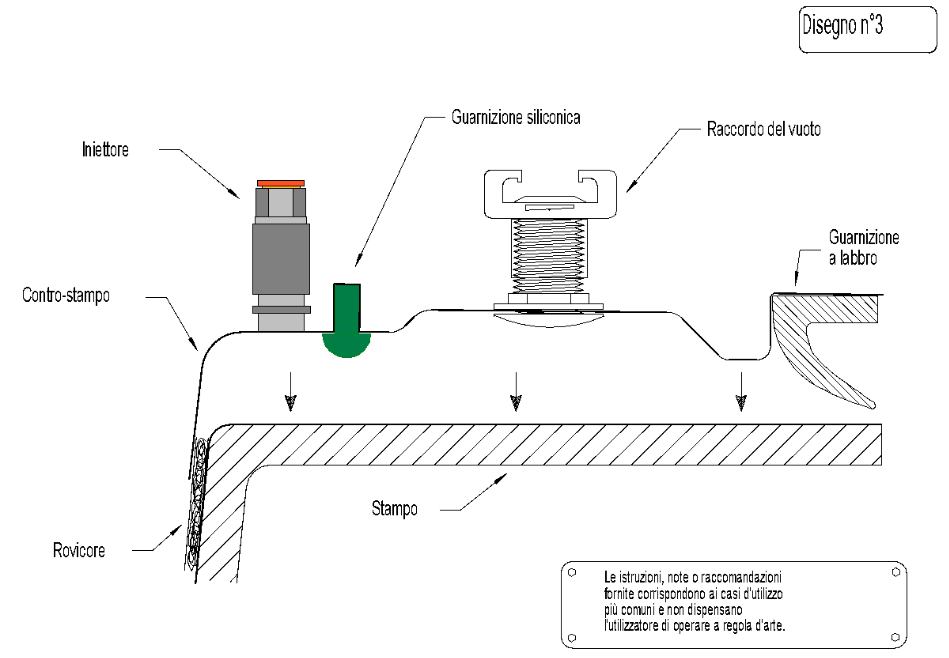
Technical Zone Details
The closure and watertight seal of the molds are achieved by means of seals that are bonded to the technical zone of the counter-mold.
The opening of the lip seal allows the molds to close automatically without the need to exert any force.
The inner seal ensures a good vacuum seal and prevents the resin from flowing back towards the profile at the time of injection. This seal is made of silicone, which eliminates the need for cleaning.
The seals are applied with the help of a contact adhesive.
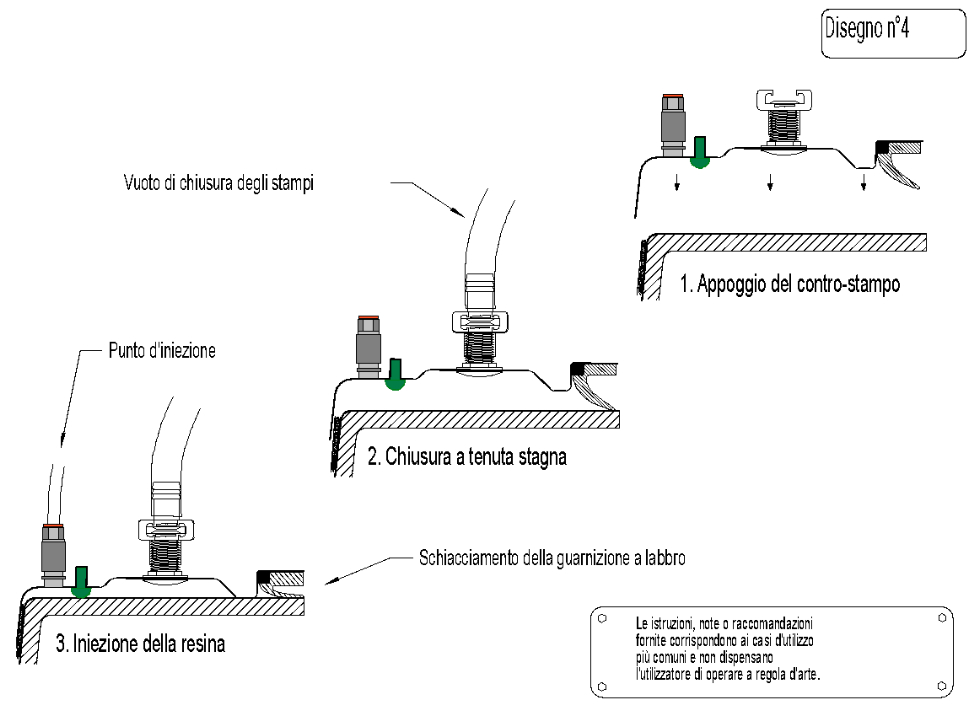
Closing Procedure in Resin Transfer Moulding Light
The operational process of Resin Transfer Moulding Light (RTM) follows a precise sequence of phases.
- Before performing the injection of the part, it is first necessary to position the material in the mold.
- Following this operation, the counter-mold can be set in place.
- Then, the vacuum is applied to the outside of the zone; the lip seal yes flattens against the mold and so does the silicone seal on the inside, which locks the counter-mold.
- The molds are closed.
- At this point, the resin injection process between the molds can begin by means of the injector located at the edge of the mold.
- The resin initially circulates in the peripheral channel and subsequently impregnates the peripheral fibers, moving towards the center of the mold.
- The second central vacuum is then activated to compensate for the internal pressure created by the injection.
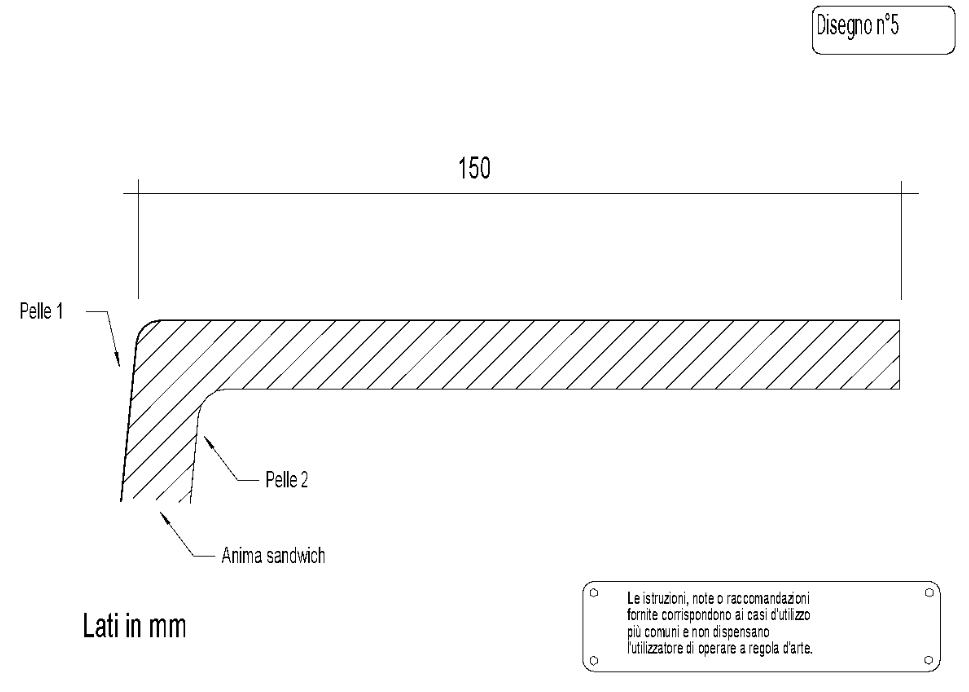
Mold Fabrication for the RTM Light System
The edges of the mold (technical zone) are horizontal and approximately 15 cm wide.. It is therefore easy to transform an existing mold into an injection mold; simply equip it with these horizontal zones.
The mold is made more rigid by means of a sandwich core to ensure that it will not deform during injection. Rather, it is the thinner counter-mold that may undergo deformation, as it is only 4 mm thick. counter-mold, thinner, which may undergo deformation as it consists of only 4 mm thickness.
The sandwich layer also retains the heat created by the curing of the first part, which helps promote the curing of the gelcoat for the next part and thus reduces cycle times.
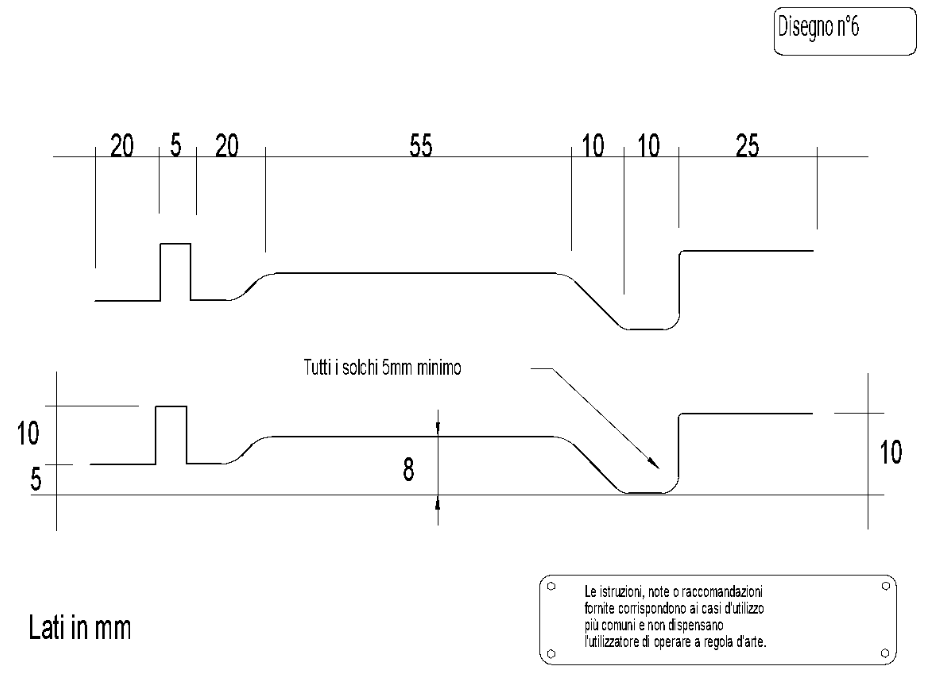
Technical Zone Dimensions
With a vacuum of -0.9 bar, a closing pressure of approximately 1350 kg per linear meter is obtained over a width of 15 cm.
The central channel is effectively a vacuum reserve because in the event of an operational error (such as forgetting to stop the injection pump), the pressure overload would push the resin between the two seals; without this channel, the resin would end up directly in the injection pump.
In the event of a power failure, it serves as a temporary vacuum reserve.
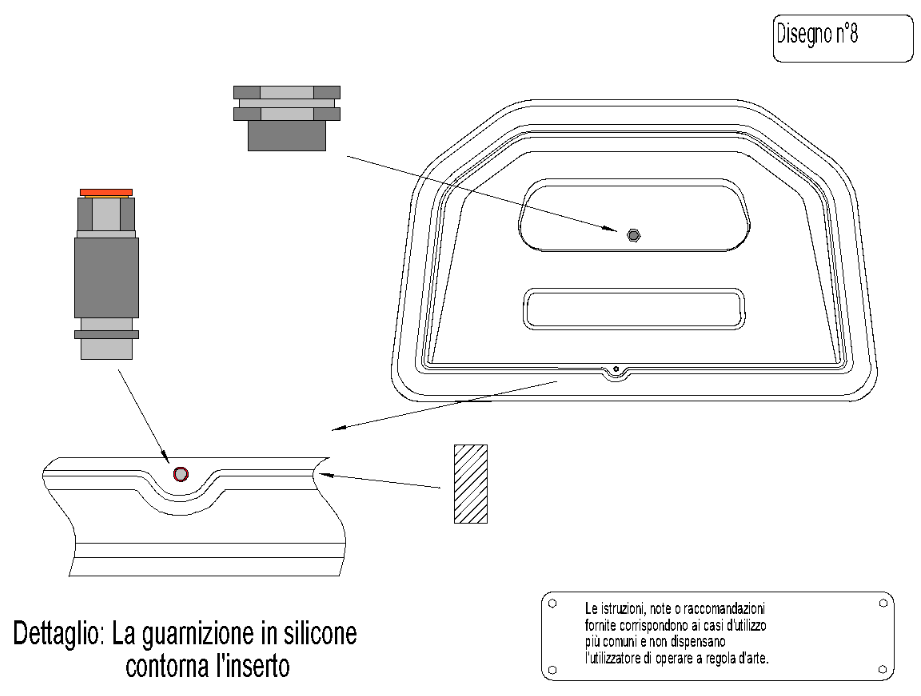
The Injector in the Resin Transfer Moulding Light System
The injector is one of the new accessories for the RTM Light process.. A small tube with a diameter of 10 mm made of PE or PA is positioned at the time of injection, thus avoiding the need for cleaning after use.. Simply push the tube into the injector, making sure to stop it at the inner edge of the insert.
For greater safety, the injector is equipped with a non-return system, which prevents the tube from detaching during or after injection.. A PTFE ring is positioned inside to prevent any resin bonding issues in case of operational error.
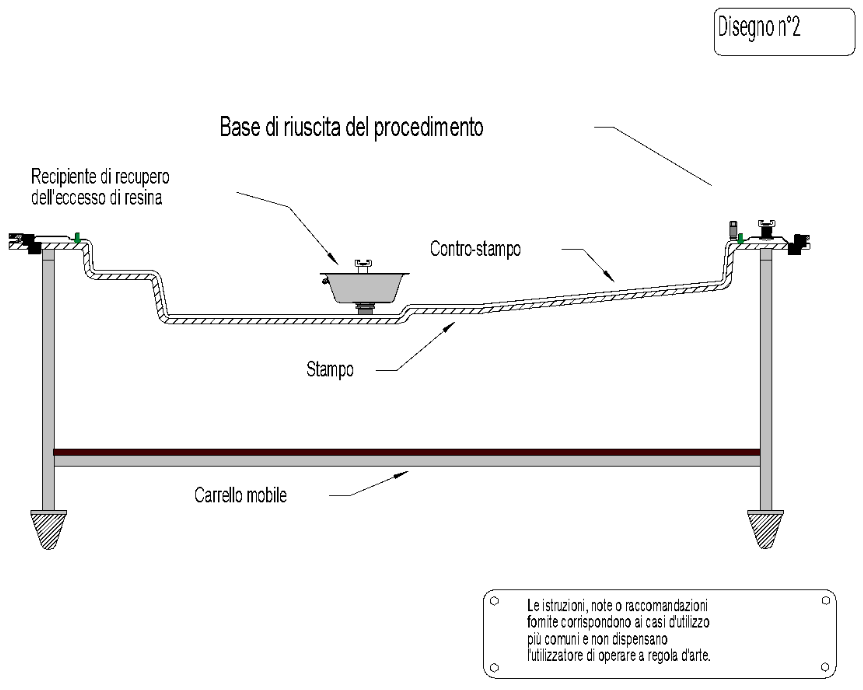
Vacuum Vessel
This vessel, which is positioned at the center of the mold, allows for the recovery of excess resin.
It consists of three parts:
- a container of approximately 1/2 liter;
- a lid (to be made by the user);
- a metal ring to be positioned during the lamination of the counter-mold.
The watertight seal of the lid is made of neoprene; its 20 mm flat base allows for excellent adhesion.
The lid is made of standard laminate of +/- 5 mm, possibly with a space for plexiglass or glass, depending on the safety regulations in force.
The Suitable Vacuum Pump for Resin Transfer Moulding Light
A vacuum pump has been designed that is perfectly adapted to the RTM Light system.. Its unique feature is the ability to produce two different vacuum levels at the same time without needing to run its motor continuously.
A vacuum pump must have a reserve twice as large as its hourly production capacity. For example, a 100 m³/h pump must have a 200 l reserve.
Geka fire-hose style fittings are the most suitable for quick manual intervention.
Accessories

Vacuum Vessel Insert
vacuum pot support

Vacuum Vessel
resin recovery container
500ml
RTM Light Injector
injection insert
for Ø10mm OD tube

GEKA Fitting
Quick coupling
for vacuum
female 3/4″

GEKA Fitting
Quick coupling
for vacuum
male 3/4″

GEKA Fitting
Quick coupling
for vacuum
male 3/4″
Mold Fitting
Quick fitting
for vacuum
3/4″

Silicone Seal
Main gasket
watertight seal
10 x 5mm

Neoprene Seal
Lip seal
external watertight seal
22x20mm
Solutions and Materials for the RTM Light Process
The Resin Transfer Moulding (RTM) Light process requires materials designed to ensure proper resin flow, preform stability, and final laminate quality.
Mascherpa supports these applications with various solutions for composite materials. These include SAERTEX® reinforcements, such as SAERcore®, which integrates resin flow channels useful in RTM and RTM Light processes, and SAERfix®, a self-adhesive fabric that facilitates the positioning of fibers in the mold.
For the polymer matrix, epoxy systems from Huntsman Araldite® are available, including ARALDITE® LY 1564 / ARADUR® 3473 and ARALDITE® LPY 2009A / ARADUR® 2996, developed for RTM applications thanks to their controlled viscosity and stability during the injection process.
The process is completed by the use of molding consumables and infusion materials, such as vacuum films, peel ply from Diatex, and flow management systems, used to ensure optimal control of resin distribution and a high-quality surface finish.
Industries where RTM Light is Strategic
The Resin Transfer Moulding RTM Light process finds application in sectors where the following are required:
- high surface quality;
- controlled resin content;
- weight reduction;
- production repeatability.
Reference industries include:
- nautical and marine;
- aerospace;
- automotive;
- industrial structural components .
On the occasion of JEC WORLD 2026, Mascherpa has gathered its expertise on processes, materials, and real-world applications and organized it into brochures dedicated to the main industrial sectors, to offer a clear and actionable vision.

Real-World Application Case: SAERTEX® in the Marine Sector
In the marine sector, the use of the RTM and RTM Light processes enables the production of large-scale components with high quality.
Products from the SAERTEX® range were used to develop a catamaran with a full deck manufactured via the RTM process. The challenge was to produce a complete boat every two days, creating a single deck measuring 12 meters x 6 meters.
To optimize resin flow, SAERcore® MAX was chosen. In combination with SAERfix®, mold loading time was significantly reduced. SAERfoam® was selected for its superior strength compared to PVC.
The use of these materials contributed to a substantial reduction in cutting and draping times, improving production efficiency in the RTM process.
RTM Light and Composite Materials: Explore Solutions at JEC World
Resin Transfer Moulding RTM Light represents an advanced solution for the production of composite material components using closed molds, thanks to the combination of low injection pressure, dual vacuum management, and resin flow control.
Experience gained in various industrial sectors and application projects confirms the importance of correctly selecting materials, accessories, and systems compatible with the RTM/RTM Light process.
Mascherpa will be present at JEC World 2026, the leading international trade fair dedicated to composite materials, to present solutions e applications related to RTM e RTM Light. An opportunity to explore technologies, materials, and real-world cases with a technical and consultative approach.
To discover more about the processes and composite solutions used in specific application cases, visit our dedicated Mascherpa Expert page or contact our Experts.





